| Hot - Fill Mould |
 |
Owing to our exhaustive knowledge, we have been capable to provide an astonishing array of qualitative Hot-Fill Mould. The offered array is fabricated utilizing high grade raw material & an innovative technology in tandem with the globally accepted parameters of quality. These products are available to the clients in assorted specifications in completed accordance to their demands. Further, customers can avail these products at an affordable cost. |
 |
To pack fruit base drinks without or with minimum preservatives. |
|
Easy and convenient means to dispense content as per need. |
|
Natural flavor preserved. |
|
Unbreakable. |
|
No sodium salts. |
|
Recyclable. |
|
Transparent family size packing. |
|
|
|
|
 |
|
Content is visible, gives customer the feel of the product. |
|
User can see the quantity left out in the container after use. |
|
Environment friendly, easily recyclable. |
|
Higher top load strength so more products can be stacked and stored in smaller space & also transported without damage. |
| |
|
|
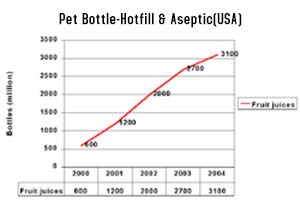
Launched by Maa fruits, Dharmapuri & Fruitnik at Chennai in end 2003. |
| 1. |
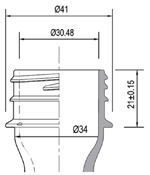
28 mm Thick neck bottles, with higher Tg resins. |
| 2. |
Neck crystallized bottles. |
| 3. |
500 / 1000 ml bottles |
|
|
Pepsi launched its hot fill with Slice in 2004. |
| 1. |
Neck crystallized bottles. |
| 2. |
28 mm Alcoa neck. |
| 3. |
500ml bottle. |
|
|
Coke followed with Maaza in the same year. |
| 1. |
Neck crystallized bottles. |
| 2. |
28 mm Alcoa neck. |
| 3. |
500ml bottle |
|
|
 |
|
Perform
Bottle design
Bottle Performance
Conditioning
Closures
Blowing process
Filling process
- High wall thickness to yield thicker bottle.
- Optimum design for strain hardening & crystallinity.
- Too much stretching can lead to residual stresses at final bottle, leading to higher shrinkage.
- Crystallized neck to withstand temperature during filling.
- Wide / thick neck to avoid contact of hot liquid & deformation.
- Crystallized neck to withstand temperature during filling.
- Wide / thick neck to avoid contact of hot liquid & deformation.
- Panels to absorb and dissipate vacuum created in bottle during cooling of content.
- Base ribs to withstand temperature and liquid filling force.
- Rigid circular ribs withstand deforming forces.
- Higher post mold shrinkage allowance in mold design.
- Less than 1% thermal shrinkage on hot filling conditions.
- Base clearance to be maintained.
- No unequal deformation in base leading to tilting / rocking of bottles.
- No warping at neck seal surface.
- No leakage at seal surface.
- Tilt bottle to wet & warm the closure immediately after capping.
- Water shower the bottle to lower temperature, before putting on shrink sleeve label.
- Water quality in shower to be clean, in order to avoid mold growth between the bottle & shrink film / pilfer proof ring.
- Closure material to take care of content temperature at filling.
- Single piece closure to avoid the effect of warping of wad.
- Sealing surfaces to take care of the expansion & shrinkage during filling and cooling.
- Higher perform temperature for blowing.
- Hot blow mold surfaces to increase the bottle wall crystallinity through thermal crystallization.
- Reduce the orientation stresses in the bottle wall.
- Internal cooling of bottle by stretch rod, to harden inner wall before ejection.
- Quick opening of mold cavities to avoid softening of bottle wall after cooling.
- Fill close to brimful in crystallized neck finish.
- Fill up to NSR (Neck Support Ring) in non-crystallized neck finish.
- Contact of high temperature filling head with the Non-crystallized neck finish avoided.
- Quick capping, to avoid product contact with ambient air & cooling.
- Caps to be sterilized before capping
|
|
|
|